
Hogyan befolyásolják a teljesítményt a lézerlyukak a lila filmcsiszolókorongokon?
A rekesznyílás mérete, eloszlási sűrűsége és a lézerfuratok megmunkálási pontosságalila filmcsiszoló korongokbefolyásolja a tényleges teljesítményt a forgácselszívás, a hőelvezetés és a csiszolási megfelelőség révén. A jól megtervezett lézerlyukak növelik a csiszolási hatékonyságot és az élettartamot, míg a rosszul kialakított lyukak csiszolási leállást vagy a munkadarab karcolódását okozhatják. Pontosan hol jelentkeznek ezek a hatások? A DMS ezen cikke lebontja ezt az Ön számára.
I. Hatás a forgácseltávolítás hatékonyságára és a munkadarab minőségére
A lézerlyukak evakuálási csatornákként szolgálnak a törmelék csiszolásához. A racionális elosztású és megfelelő nyílású lyukak gyorsan eltávolíthatják a csiszolórészecskéket és a munkadarab-porokat, megakadályozva a törmelék felhalmozódását és a súrlódást a csiszolófelületen. Ez csökkenti a felületi karcolásokat és sorjaképződést a munkadarabon. A túl sűrű vagy alulméretezett lézerlyukak akadályozzák a forgács eltávolítását. A maradék törmelék közvetlenül veszélyezteti a felület síkságát, különösen a nagy forgácsot generáló alkalmazásoknál, mint például a fémcsiszolás vagy a fa polírozása.
II. Segíti a köszörülési hőelvezetést, csökkenti a kerék és a munkadarab kopását
A köszörülési súrlódásból származó hő meglágyíthatja és deformálhatja a lila fólia csiszolókorongot, ami helyi túlmelegedést és a munkadarab elszíneződését okozhatja. A lézerlyukak légáramlási csatornákat hoznak létre, amelyek a tárcsa forgásakor hőt bocsátanak el a csiszolófelületről. A jól megtervezett furatmintázat csökkenti az érintkezési hőmérsékletet, minimalizálja a csiszolóanyag idő előtti leválását és az alap leromlását, meghosszabbítja a kerék élettartamát, és mérsékli a munkadarab anyagokat érő magas hőmérsékleti hatásokat.
III. A megfelelőség és a terheléseloszlás optimalizálása szabálytalan felületi csiszoláshoz
A lézerlyukak csökkentik a lila filmcsiszolókorongok merevségét, miközben fokozzák a rugalmasságot, lehetővé téve az ívelt felületekhez való jobb illeszkedést és az összetett alkatrészek szabálytalan kontúrjait. Ez minimalizálja a csiszolási holtzónákat és javítja a megmunkálás egyenletességét. Ezzel egyidejűleg a racionális furatok eloszlása eloszlatja a köszörülési erőket, megakadályozva a lokális túlterhelést, amely az élek berepedezését vagy repedését okozhatja. A túl sűrű lézerlyukak azonban csökkentik a kerék teljes szilárdságát, növelve a szakadás kockázatát.
IV. Összefüggés a köszörülési hatékonysággal és a különböző megmunkálási körülményekhez való alkalmazkodás
A lézerfurat paraméterei közvetlenül befolyásolják a csiszolási hatékonyságot. A nagy átmérőjű, nagy sűrűségű lézerfuratok kiváló forgácseltávolítást és hőelvezetést biztosítanak, így alkalmasak durva köszörülésre és nagy terhelésű alkalmazásokra, miközben csökkentik a csiszolási ellenállást. A kis átmérőjű, kis sűrűségű lézerfuratok nagyobb hatékony csiszolási területet biztosítanak a csiszolófelületen, így alkalmasak finompolírozásra és kis terhelésű csiszolásra. Ez a megközelítés simább felületet eredményez a munkadarabon. A lézerlyukak durva élei azonban beszoríthatják a munkadarabot, ami felületi karcolásokat okozhat.
Összefoglalva, a lézerlyukak közvetlenül befolyásolják a feldolgozás minőségét, hatékonyságát és élettartamátLila filmcsiszoló korongok. Az optimális kerékteljesítmény elérése érdekében a paraméterek kialakítását ésszerűen a tényleges csiszolási feltételekhez és a munkadarab anyagához kell igazítani.
A DMS-ről:
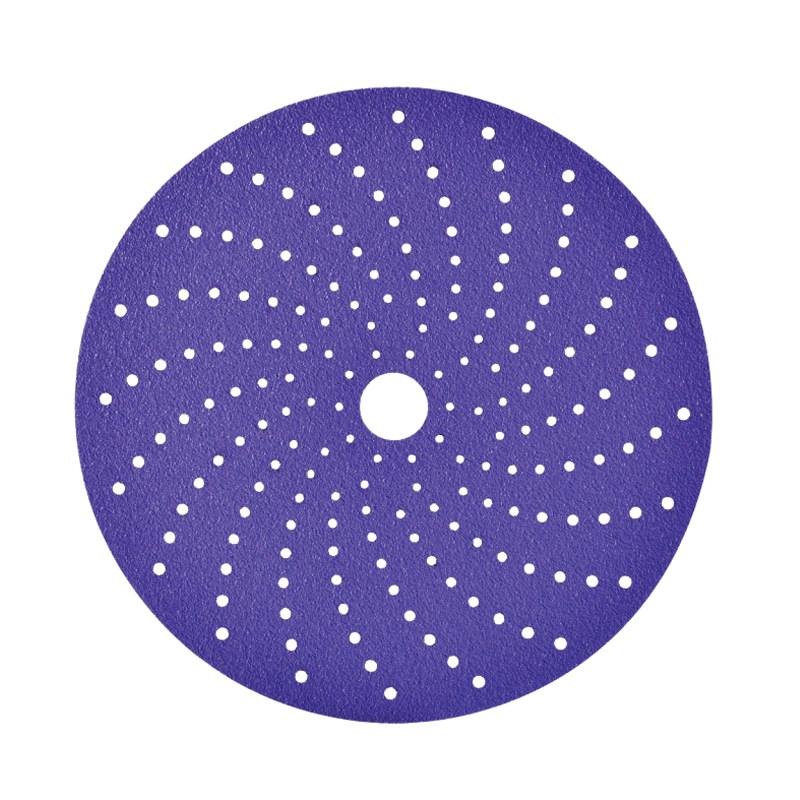
DMS Q22TLila filmcsiszoló korongokmagas színvonalú, prémium kevert kerámia csiszolóanyagokat használ. Önélező tulajdonságai kivételes vágási teljesítményt biztosítanak egyenletes, egyenletes karcolásokkal, minimálisra csökkentve az újrafeldolgozás kockázatát. A speciálisan kialakított bevonat hosszabb élettartamot biztosít, lehetővé téve több munkadarab feldolgozását. A több furatú konfiguráció maximalizálja a porelszívást, megvédve a dolgozókat a káros részecskéknek való kitettségtől.
Kapcsolódó hírek
- Bútorok csiszolása festés előtt| A kék csiszolópapírt vagy a normál csiszolópapírt válassza?
- Három alapanyag összehasonlítása | Melyik nagy szemcséjű csiszolópapírt válassza az ívelt felület polírozására?
- Hibaelhárítás | Milyen következményekkel jár a szárazon csiszoló és nedves csiszolópapír szalagok helytelen használata? Felváltva használhatók?
- Kiváltó ok elemzése | Miért veszít a pneumatikus csiszolópapír szemcséjéből és a hátoldaláról?
- Gépi használatú csiszolópapír kiválasztása | Hogyan válasszuk ki a megfelelő típust fához, fémhez, műanyaghoz és üvegszálhoz?
- Milyen szemcsékkel érdemes kezdeni, ha nedves csiszolópapírt használ a festék helyreállításához?
Hagyj üzenetet











